Examples Of Effectiveness
Examples of effectiveness of Y-coat in various types of processing
Examples of effectiveness of Y-coat in various types of processing
The following are some examples of the effects of various types of processing with Y-coat treatment.
Based on our expertise and past experience in coating technology, we will propose the surface treatment most suited to your requirements.
-
Effectiveness of cold forging process: Case 1
- Subject
Stable life of hole forming punches
- Mold name
- Hole forming punch
- Mold material
- Carbide V30 equivalent
- Workpiece material
- SCM
- Size
- Φ20×25mm
- Surface treatment
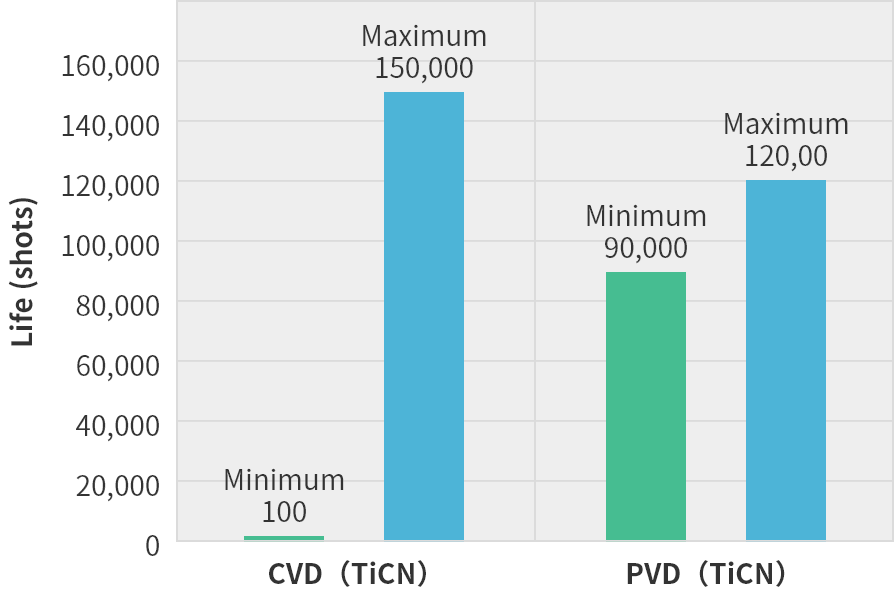
- CVD-TiCN
- Problem
- In the case of CVD-TiCN treatment, there was a large variation in life (100-150,000 shots) due to punch breakage.
- Countermeasure
- Changed to Y-coat type CN (TiCN) by ion plating method where the residual stress of the film is always constant at compressive stress.
- Effects
Stabilizing effect of compressive stress
- Longer service life and lower total cost of ownership.
-
Effectiveness of cold forging process: Case 2
- Subject
Longer life of tooth mold punches
- Mold name
- Tooth mold punch
- Mold material
- SKH51
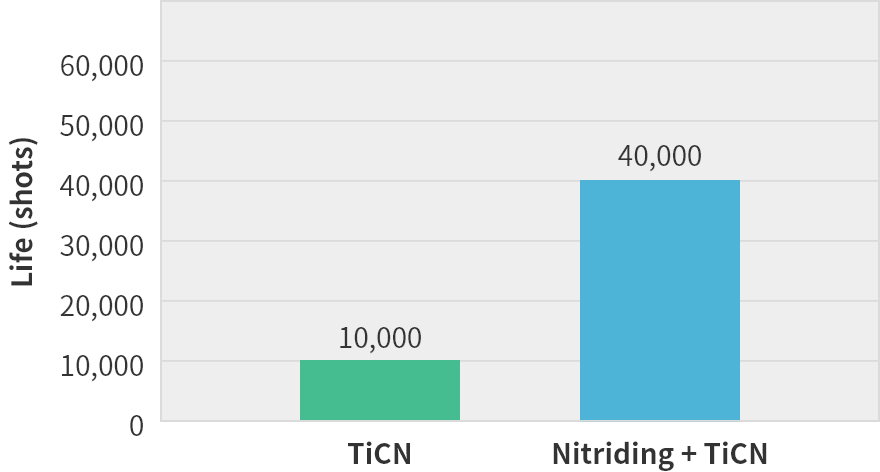
- Surface treatment
- TiCN
- Problem
- No longer usable at 10,000 shots due to wear.
- Countermeasure
- Additional nitriding treatment Y-coat type KCN (Nitriding + TiCN) for abrasion prevention.
- Effects
Improved abrasion resistance by combined treatment
- Life extended by 4 times to 40,000 shots.
-
Effectiveness of cold forging process: Case 3
- Subject
Longer life of punches used to punch holes in automotive parts
- Mold name
- Hole forming punch
- Mold material
- HAP72
- Workpiece material
- SWCH10R
- Molding method
- Former
- Surface treatment
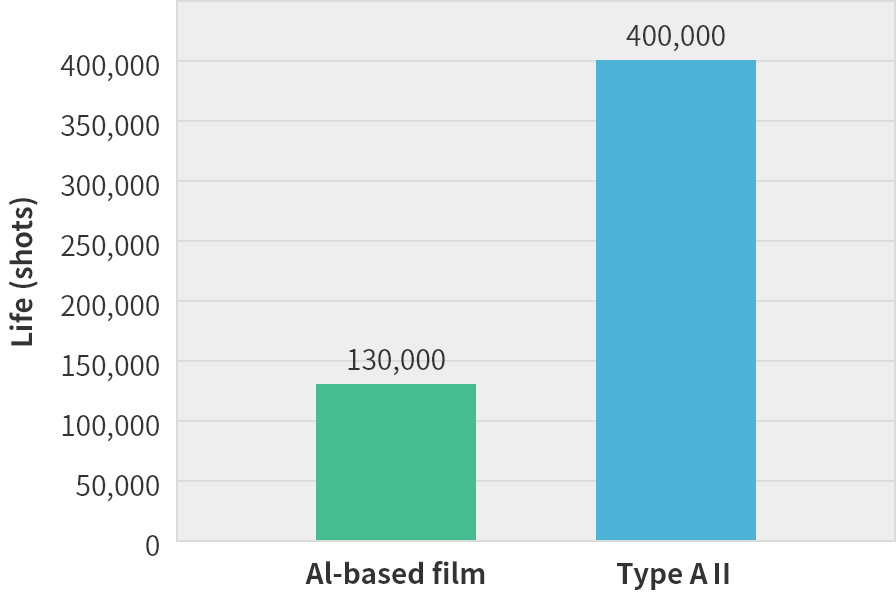
- Al-based film
- Problem
- The mold life is 130,000 shots due to galling wear of the land area, and the frequency of mold replacement is high.
- Countermeasure
- Coated with Y-coat Type AⅡ, which suppresses deterioration due to heat generated by sliding during machining and has excellent surface smoothness and abrasion resistance.
- Effects
Improved heat and abrasion resistance
→Longer mold life (reduced frequency of mold replacement)- Improved heat and abrasion resistance suppresses wear and greatly extends the life of the mold.
-
Effectiveness of press mold: Case 1
- Subject
Extended life of body pillars in the cutting process
- Mold name
- Cutting edge
- Mold material
- SKD11
- Workpiece material
- Plated steel plate
- Plate thickness
- 1.4mm
- Surface treatment
- TiC(CVD)
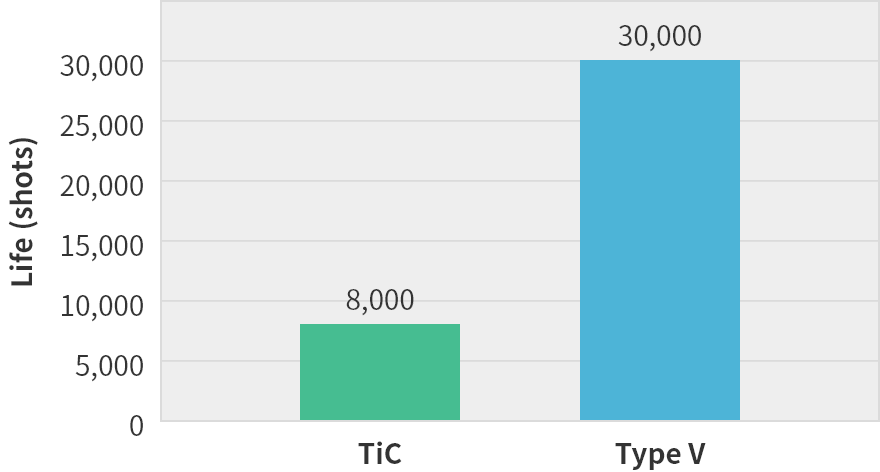
- Problem
- TiC(CVD) treatment cracks at 8,000 shots, so end of product life.
- Reprocessing after overlay welding is not possible.
- Countermeasure
- Corrected overlaying of the chipped area.
- Coated with Y-coat type V with film hardness (Hv 3,300) equivalent to TiC.
- Effects
Minimizing chipping by improving the toughness of the coating
Coating on welding is possible.- Extended service life by up to 30,000 shots, more than three times longer than conventional models.
- Reuse is possible even after mold modification by welding.
-
Effectiveness of press mold: Case 2
- Subject
Extended service life by SUS machining
- Mold name
- Hole forming punch
- Mold material
- SKD11
- Workpiece material
- SUS40
- Plate thickness
- 1.5mm
- Molding method
- TD treatment
- Problem
- TD treatment causes welding and biting due to SUS shavings, and maintenance (polishing) is required after about one month.
- Countermeasure
- CrN was selected as a welding countermeasure for SUS.
- Combined treatment with nitriding to prevent galling (Y-coat type KR)
- Effects
Weld adhesion resistance by CrN and galling resistance by composite treatment
- TD treatment required maintenance after about one month, but nitriding + CrN can be used for six months with no maintenance.
- No occurrence of galling.
-
Effectiveness of press mold: Case 3
- Subject
Extended mold life of press molds
- Machining process
- Drawing process
- Processed materials
- 440
- Mold steel
- SKD11
- Molding equipment
- 1,000t
- Processing speed
- 18spm
- Surface treatment
- TD treatment
- Life
- 39,000~150,000 shots
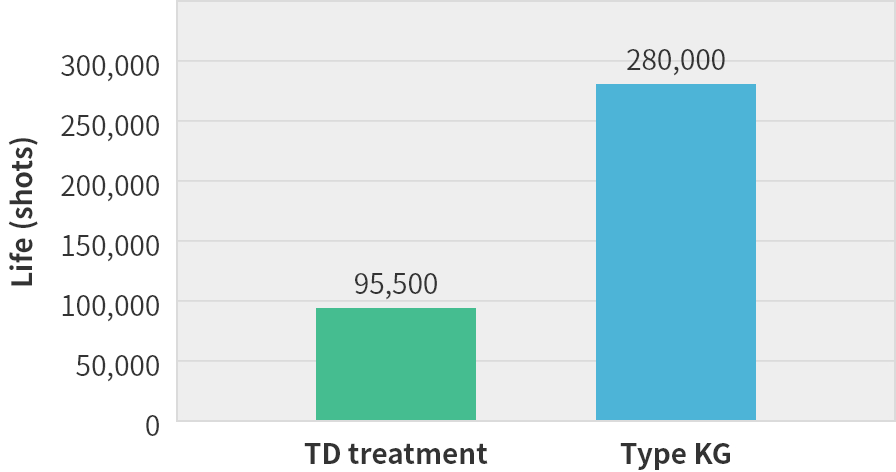
- Problem
- Dimensional changes due to TD treatment cause variations in mold life.
- Countermeasure
- Coated with Y-coat type KG, which is excellent in hardness and smoothness with little dimensional change.
- Effects
Dimensional change is greatly reduced → Extended mold life and consistent production are realized.
- Dimensional change problems have been eliminated, enabling stable production and greatly extending mold life.
-
Effectiveness of press mold: Case 4
- Subject
Improved service life in the drawing process of transmission components
- Mold name
- Drawing dies
- Mold material
- SKD11
- Workpiece material
- SPH440
- Lubrication
- Processing oil
- Surface treatment
- Al系皮膜
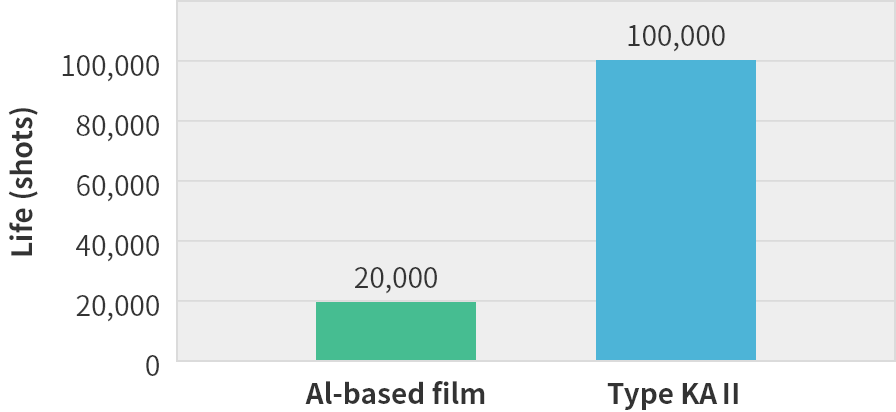
- Problem
- The 20,000 shots caused enough galling wear to transfer to the product, and the scratches were so deep it could not be reused.
- Countermeasure
- Coated with Y-coat Type KAⅡ, which has excellent surface smoothness and seizure resistance.
- Effects
Improvement of seizure resistance by improved surface smoothness of film
→Longer mold life and lower mold cost (reuse)- Life extended up to 100,000 shots, more than five times longer than conventional models.
- Reusable due to fine and shallow galling wear
-
Merits in Resin Molding 1
- Subject
Improved Quality of Injection Molding
- Dies
- Injection Molding Screw 3 parts (Screw Head, Check Ring, Sealing Ring)
- Molding Materials
- LDPE
- Surface
- No Treatment, TiN Treatment
- Problem
- Carbon on screw parts created dark dot failures on product surface, causing lot failures 3 to 4 times a month.
- Countermeasure
- Coated with Y-coat Type BL which excels in release and prevents re-adhesion.
- Effects
Improved release property form a die
→Improved stable quality production- Drastically reduced carbon on molding dies and improved stable quality production. Monthly lot failures went down to zero.

-
Effectiveness of Resin Molding Process: Case 2
- Subject
Reduced corrosion of plastic molding dies
- Functional name
- Functional parts
- Work method
- Injection molding
- Resin material
- PA6T (nylon), engineering plastics
- Mold material
- SKH51(HRC64)
- Surface treatment
- No treatment
- Mold site
- Movable side entry pin/slide area
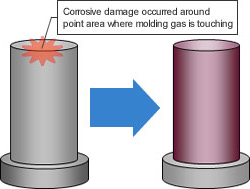
- Problem
- Mold corrosion damage in approximately one month due to corrosive gas. Periodic cleaning and wrap maintenance of damaged areas is required.
- Countermeasure
- Coated with Y-coat type BL for excellent corrosion resistance.
- Effects
Improved corrosion resistance → No mold corrosion damage
- No corrosion damage to the mold after more than one month of continuous use
-
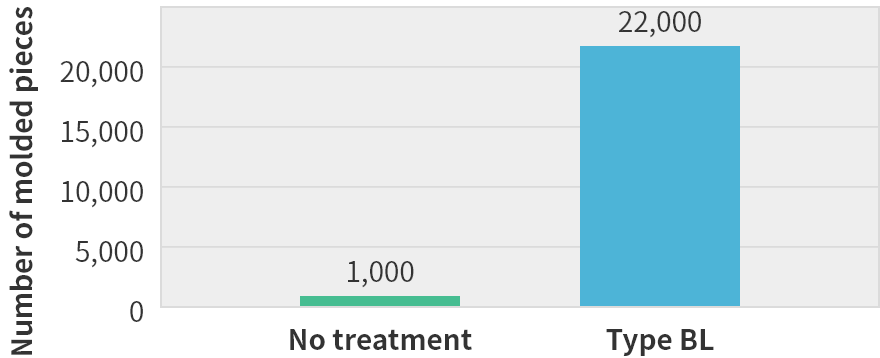
Effectiveness of Resin Molding Process: Case 3
- Subject
Reduced resin molding defects
- Parts name
- Coil parts
- Molding temperature
- 320℃
- Resin material
- PPS (polyphenylene sulfide) + GF 30% super engineering plastic
- Work method
- Injection molding
- Mold material
- HPM38(HRC52)
- Mold site
- Fixed and movable side entry/slide sections
- Surface treatment
- No treatment
- Problem
- Periodic maintenance is required because ejector pin ejection marks are transferred to the product at the 1,000-shot point.
- Countermeasure
- Coated with Y-coat type BL with excellent mold release property.
- Effects
Improved mold release → Increased number of moldings (less frequent maintenance)
- Good mold release up to 22,000 shots and zero defects due to ejector marks
-
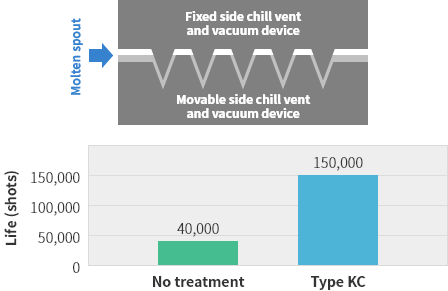
Examples of effectiveness of aluminum die casting
- Subject
Improved mold life for aluminum die casting
- Name
- Fixed and movable side chill vent
- Processing details
- Aluminum die casting (vacuum)
- Workpiece material
- ADC12
- Mold material
- SKD61
- Surface treatment
- Nitriding
- Problem
- Periodic polishing is performed because molten aluminum causes adhesion on both the stationary and movable sides, resulting in a loss of vacuum. Therefore, the machine is replaced after 30,000 to 50,000 shots due to wear.
- Countermeasure
- Coated with Y-coat type KC with excellent adhesion and abrasion resistance.
- Effects
Improved adhesion and wear resistance
→Improved mold life (maintenance-free)- Improved adhesion and abrasion resistance, capable of 150,000 shots without maintenance
-
Examples of effectiveness of hot forging process
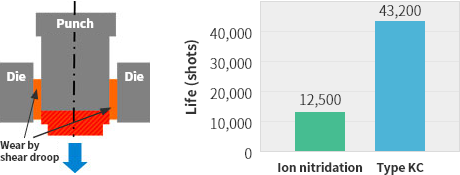
- Subject
Improvement of product quality in hot forging process
- Mold name
- Bearing parts punch
- Machining process
- Punching (separation) process
- Workpiece material
- SUJ2
- Mold material
- SKD61
- Surface treatment
- Ion nitridation
- Life
- 10,000~15,000 shots
- Problem
- Product defects due to sagging wear caused by heat-sagging of the cutting edge as well as product adhesion on the side face of the punch.
- Countermeasure
- Coated with Y-coat type KC with excellent adhesion and abrasion resistance.
- Effects
Improved adhesion and wear resistance
→Consistent quality and long mold life- Improved adhesion resistance and abrasion resistance, consistent quality of product punching surface, and mold life extended to 43,000 shots.