涂层皮膜
COATING FILM
Y COAT种类
根据用途,提供仅模具材料还不够用的11种涂层和复合处理功能。
-
Type N (TiN)
 热锻和压铸
热锻和压铸- 用途
- 冷锻和冲压
- 膜厚
- 2μm
- 硬度
- 2,200 Hv
- 氧化温度
- 400℃
-
Type CN (TiCN)
 依托TiN、TiCN的叠层膜,具有良好的耐磨损性
依托TiN、TiCN的叠层膜,具有良好的耐磨损性- 用途
- 冷锻和冲压
- 膜厚
- 2μm
- 硬度
- 2,800 Hv
- 氧化温度
- 300℃
-
Type R (CrN)
 具有良好的耐熔敷性、滑动性、耐热性、
具有良好的耐熔敷性、滑动性、耐热性、- 用途
- 冷锻、冲压、热锻、压铸
- 膜厚
- 5μm
- 硬度
- 1,800 Hv
- 氧化温度
- 600℃
-
Type C (Cr系)
 具有良好的耐熔敷性和耐热性
具有良好的耐熔敷性和耐热性- 用途
- 热锻和压铸
- 膜厚
- 7μm
- 硬度
- 2,200 Hv
- 氧化温度
- 800℃
-
Type V (V系)
 具有良好的高硬度皮膜和耐磨损性
具有良好的高硬度皮膜和耐磨损性- 用途
- 冷锻和冲压
- 膜厚
- 3μm
- 硬度
- 3,300 Hv
- 氧化温度
- 400℃
-
Type G (V系)
 依托高平滑,具有良好的耐熔敷性、滑动性、耐磨损性
依托高平滑,具有良好的耐熔敷性、滑动性、耐磨损性- 用途
- 冲压
- 膜厚
- 3μm
- 硬度
- 3,500 Hv
- 氧化温度
- 400℃
-
Type AⅡ (AI系)
 依托高耐热性,具有良好的耐咬性
依托高耐热性,具有良好的耐咬性- 用途
- 冷锻和冲压
- 膜厚
- 3μm
- 硬度
- 3,500 Hv
- 氧化温度
- 1,200℃
-
Type BL
 依托高硬度、高拨水,具有良好的耐磨损性、脱模性、耐腐蚀性
依托高硬度、高拨水,具有良好的耐磨损性、脱模性、耐腐蚀性- 用途
- 塑料成型
- 膜厚
- 1μm
- 硬度
- 2,500 Hv
- 氧化温度
- 500℃
Type YA
-
YA0.1

具有良好的耐熔敷性和滑动性
- 用途
- 非铁(铝、铜)锻造和冲压
- 膜厚
-
0.1um
- 硬度
-
6,000~7,000Hv
- 酸化温度
-
500℃
-
YA0.5

具有良好的耐熔敷性和滑动性
- 用途
- 非铁(铝、铜)锻造和冲压
- 膜厚
-
0.5um
- 硬度
-
6,000~7,000Hv
- 酸化温度
-
500℃
-
YA1.0

具有良好的耐熔敷性和滑动性
- 用途
- 非铁(铝、铜)锻造和冲压
- 膜厚
- 1.0um
- 硬度
-
6,000~7,000Hv
- 酸化温度
- 500℃
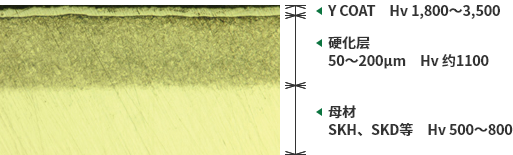
Type K+Y COAT处理
是对金属材料进行硬化处理(Type K),再从其上面覆盖Y COAT的复合处理。
凭借《材料硬化+Y COAT》的协同效应,可以获得超过迄今为止的离子镀皮膜的效果。
皮膜断面
特长
- 提高耐磨损性、耐咬性、阻止软化、耐疲劳性。
- 尺寸变化也与仅实施Y COAT的情况相同。
注意事项
- 对于不锈钢、超硬合金等硬化层难以扩散的材料,可能无法获得足够的效果。
耐磨损性和耐咬性

仅实施Y COAT

Type K+Y COAT
由于母材表层变硬,异物和毛刺难以嵌入。此外,嵌入后的母材变形也会偏小,涂层皮膜也容易追随,减少碎片对皮膜的破坏。
Y COAT用途别流程图
- 用途
- 受损形态
- Y COAT膜种
-
冷锻
-
咬住和磨损
TypeN(TiN)・TypeCN(TiCN)・TypeV・TypeAⅡ・TypeG -
状况严重时
TypeK+TypeN(TiN)・TypeCN(TiCN)・TypeV・TypeAⅡ・TypeG -
熔敷和烘漆
TypeR(CrN)・TypeAⅡ -
裂口
变更模具材料+TypeR(CrN)
-
-
冲压
-
咬住和磨损
TypeN(TiN)・TypeCN(TiCN)・TypeV・TypeAⅡ・TypeG -
状况严重时
TypeK+TypeN(TiN)・TypeCN(TiCN)・TypeV・TypeAⅡ・TypeG -
熔敷和烘漆
TypeR(CrN) -
裂口
变更模具材料+TypeR(CrN)
-
-
压铸
-
熔敷和烘漆
TypeR(CrN)・TypeC -
磨损
TypeK+TypeR(CrN)・TypeC -
热裂纹
变更模具材料+TypeR(CrN)・TypeC
-
-
热锻
-
磨损
TypeK+TypeC -
热裂纹
变更模具材料+TypeR(CrN)・TypeC
-
-
树脂
-
脱模性不良
TypeBL plus -
腐蚀和防污
TypeBL -
磨损
TypeBL・TypeCN
-
有关TL事业的联系方式