效果事例
CASE STUDY
Y COAT在各类加工中的效果事例
下面介绍一部分Y COAT处理后在各类加工中的效果事例。
依托涂层技术知识和过去的业绩,根据客户的需求,提供最合适的表面处理解决方案。
详细内容请联系我们。
-
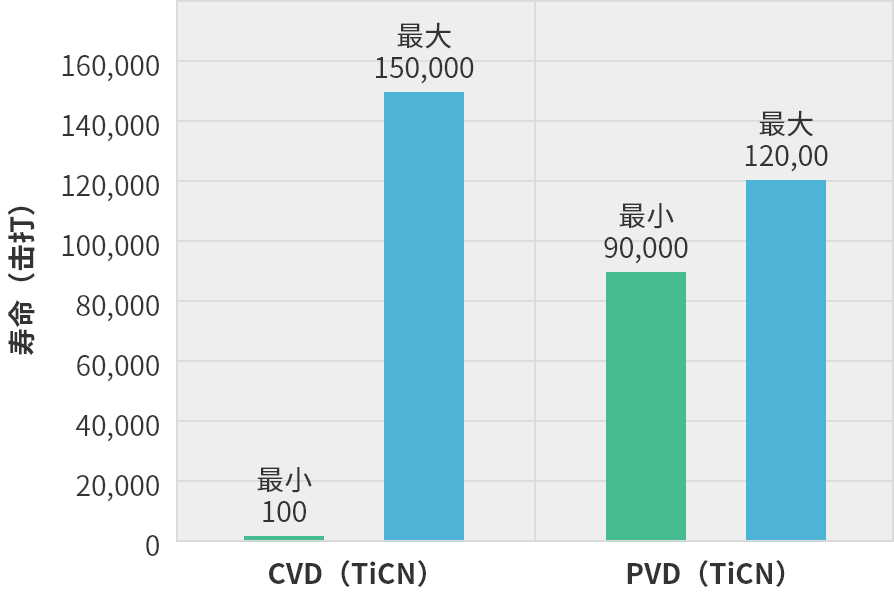
冷锻加工的有效案例1
- 项目
打孔冲头的寿命稳定
- 模具名称
- 打孔冲头
- 模具材料
- 相当于超硬V30
- 工件材质
- SCM
- 尺寸
- Φ20×25mm
- 表面处理
- CVD-TiCN
- 存在的问题
CVD-TiCN处理时,因冲头受损,导致寿命的偏差(100至150000次击打)很大。
- 对策
- 变更为皮膜的残余应力等于压缩应力的,始终保持一定水平的Y COAT TypeCN (TiCN)离子镀法。
- 效果
压缩应力的稳定效果
- 寿命稳定,减少了总体经费
-
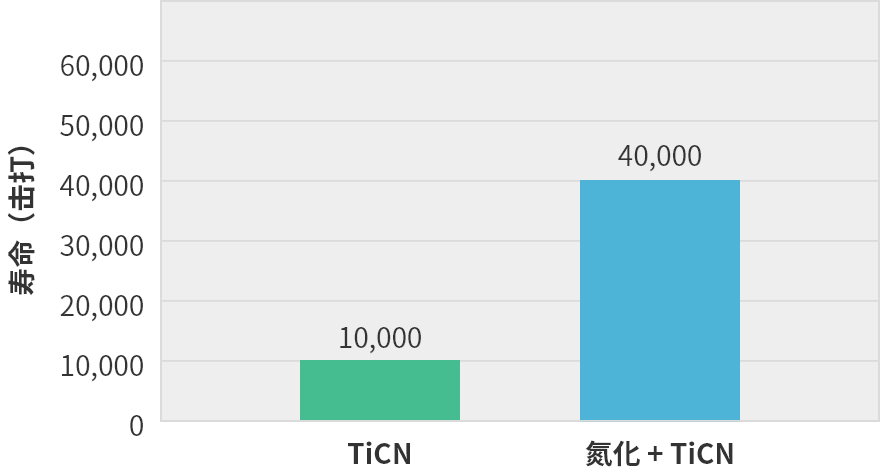
冷锻加工中的效果事例2
- 项目
齿形冲床的寿命提高
- 类型名称
- 齿形冲床
- 模具材料
- SKH51
- 表面处理
- TiCN
- 存在的问题
- 因为磨损,导致10000次击打后作废。
- 对策
- 为应对磨损,追加了氮化处理的Y COAT Type KCN (氮化+TiCN) 。
- 效果
通过复合处理提高耐磨损性
- 寿命延长4倍的40000次击打。
-
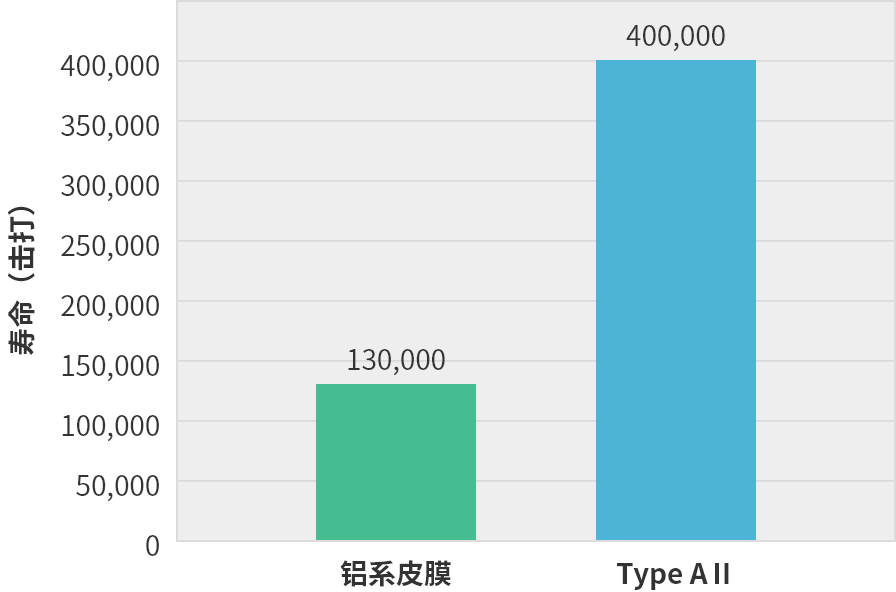
冷锻加工中的效果事例3
- 项目
改善了汽车零部件打孔冲头的寿命
- 模具名称
- 打孔冲头
- 模具材料
- HAP72
- 工件材质
- SWCH10R
- 成型方法
- 卧式多向锻造机
- 表面处理
- 铝系皮膜
- 存在的问题
- 经过13万次击打,造成合模面的咬住磨损后到了寿命,模具更换频率高。
- 对策
- 实施了合模面平滑性高、耐磨损性良好的Y COAT TypeAⅡ涂层,它能抑制加工过程中滑动发热造成的劣化。
- 效果
提高耐热性和耐磨损性
→模具寿命工厂(模具更换频率下降)- 提高了耐热性、耐磨损性,抑制了磨损,大幅提高了模具寿命。
-
冲压模具中的效果事例1
- 项目
在支柱体切断工艺中的寿命提高
- 模具名称
- 切割刀片
- 模具材料
- SKD11
- 工件材料
- 电镀钢板
- 板厚
- 1.4mm
- 表面处理
- TiC(CVD)
- 存在的问题
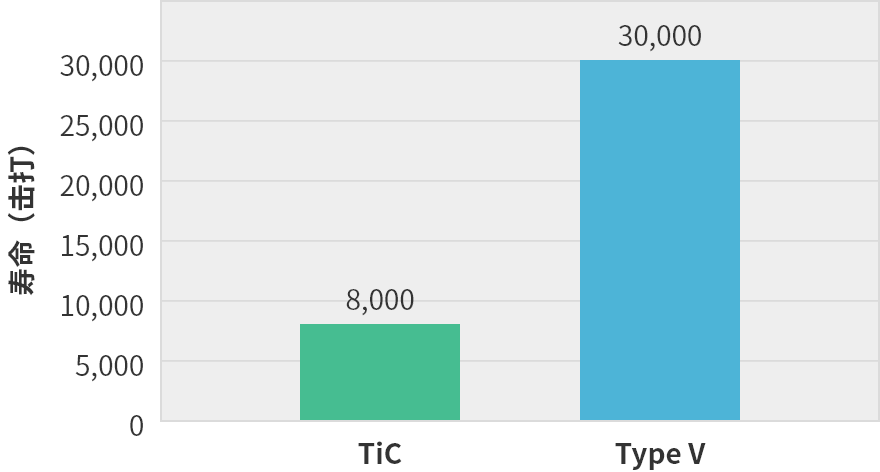
- TiC(CVD)处理中8000次击打下出现裂缝到了寿命。
- 做不到堆焊后的重新处理。
- 对策
- 实施对缺少部分的堆焊修正。
- 涂装与TiC同等薄膜硬度(Hv3300)的 Y涂层 V型。
- 效果
提高皮膜韧性来控制抑制缺口
可在焊接上涂层- 寿命延长至常规的3倍以上的30000次击打。
- 通过焊接修正模具后,可以重复使用。
-
冲压成型的有效案例2
- 项目
SUS加工中的寿命提高
- 模具名称
- 拉丝模
- 模具材料
- SKD11
- 工件材料
- SUS40
- 板厚
- 1.5mm
- 表面处理
- TD处理
- 存在的问题
- TD处理中因SUS渣滓造成熔敷、咬住等现象,需要做1个月左右的维护(打磨)。
- 对策
- 选择CrN作为SUS的熔敷对策。
- 作为咬住对策,与氮化处理之间实施复合处理( Y COAT Type KR )
- 效果
通过CrN实现耐熔敷性,通过复合处理实现耐咬性
- TD处理中需要1个月左右的维护,但在氮化处理+CrN中半年内免维护可以使用。
- 未发生咬住现象。
-
冲压模具中的效果事例3
- 项目
改善了冲压模具的模具寿命
- 加工工序
- 拉伸工序
- 被加工材
- 440
- 模具钢材
- SKD11
- 成型设备
- 1,000t
- 加工速度
- 18spm
- 表面处理
- TD处理
- 寿命
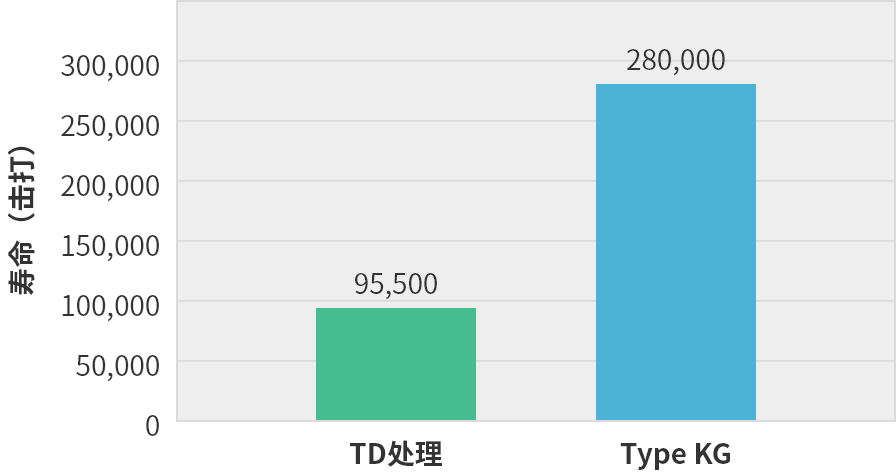
- 39,000~150,000击打
- 存在的问题
- TD处理中的尺寸变化引发了模具寿命的偏差。
- 对策
- 实施了 Y COAT Type KG 涂层,它的尺寸变化较少、硬度和平滑度良好。
- 效果
尺寸变化大幅减少→提高了模具寿命和实现了稳定生产
- 解决了尺寸变化问题,实现了稳定生产,模具寿命也大幅提高。
-
冲压模具中的效果事例4
- 项目
提高了变速器零部件在拉伸工序中的寿命
- 模具名称
- 拉伸压模
- 模具材料
- SKD11
- 工件材质
- SPH440
- 润滑
- 加工油
- 表面处理
- 铝系皮膜
- 存在的问题
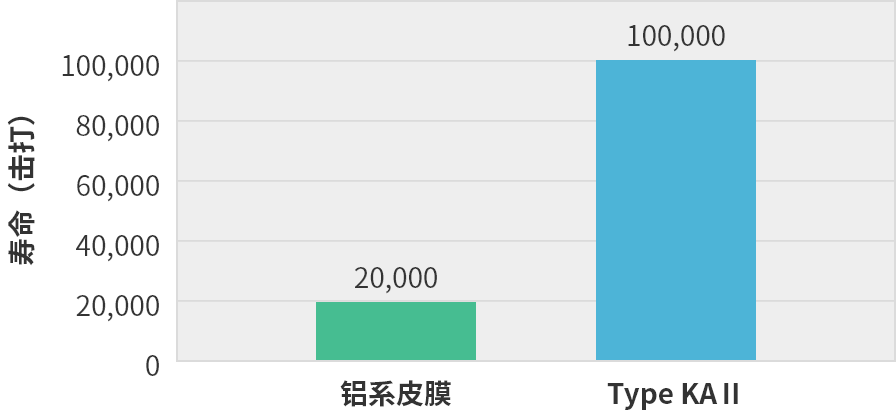
- 20000次击打后出现足以转嫁到产品的咬住磨损,由于受损严重,无法重复使用。
- 对策
- 实施了 Y COAT Type KAⅡ 涂层,它的面平滑性和耐烘漆性良好。
- 效果
接到皮膜的面平滑性投诉,改善了耐烘漆性
→提高了模具寿命,减少了模具费用(重复使用)- 寿命延长至常规的5倍以上的100000次击打。
- 咬住磨损也很细很浅,可重复使用
-
树脂成型加工中的效果事例1
- 项目
树脂成型品质的提高
- 对象品
- 喷头3套(喷头螺杆,锁膜,螺杆)
- 加工材料
- LDPE
- 表面处理
- 未处理,TiN处理
- 存在的问题
- 螺杆三件套上附着的碳化物骤减,每月零退货,大幅提高了品质稳定性。
- 对策
- 实施了 Y COAT TypeBL 涂层,它的脱模性好、具有防附着效果。
- 效果
提高了脱模性→提高了品质稳定性
- 螺杆三件套上附着的碳化物骤减,每月零退货,大幅提高了品质稳定性。

-
树脂成型加工的有效案例2
- 项目
改善了树脂成型模具腐蚀
- 零件名称
- 功能零部件
- 施工方法
- 射出成型
- 树脂材料
- PA6T(尼龙)、工程塑料
- 模具材质
- SKH51(HRC64)
- 表面处理
- 未処理
- 模具部位
- 可动端模槽嵌件/滑动部位
- 存在的问题
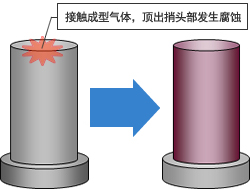
- 受腐蚀性气体的影响,1个月左右内模具腐蚀受损。需要定期清洗和对受损部位进行镜面研磨维护。
- 对策
- 实施了 Y COAT TypeBL 涂层,它的耐腐蚀性良好。
- 效果
提高了耐腐蚀性→模具腐蚀零受损
- 过了1个多月模具未出现腐蚀受损,可继续使用
-
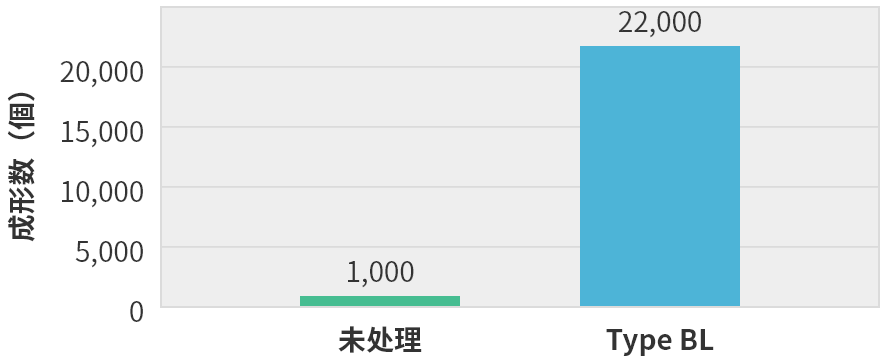
树脂成型加工中的效果事例3
- 项目
改善了树脂成型不良
- 部品名
- 线圈零部件
- 成型温度
- 320℃
- 树脂材料
- PPS(聚苯硫醚)+GF 30%超级工程塑料
- 施工方法
- 射出成形
- 模具材质
- HPM38(HRC52)
- 模具部位
- 固定和可动端模槽嵌件/滑动部位
- 表面处理
- 未処理
- 存在的问题
- 1000次击后顶针的突出痕迹转嫁到产品上,因此需要定期维护。
- 对策
- 实施了 Y COAT TypeBL 涂层,它的脱模性良好。
- 效果
提高了脱模性→增加了成型数量(减少了维护频度)
- 22000次击打成型后,脱模性良好,突出痕迹未造成产品不良
-
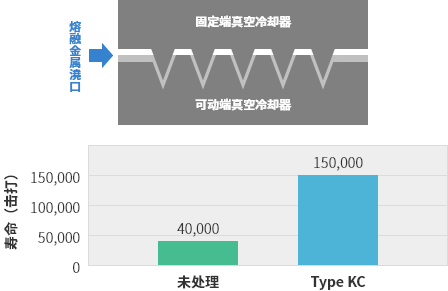
铝压铸中的效果事例
- 项目
改善了铝压铸的模具寿命
- 名称
- 固定和可动端冷却器
- 加工内容
- 铝压铸(真空)
- 工件材料
- ADC12
- 模具材质
- SKD61
- 表面处理
- 氮化处理
- 存在的问题
- 熔融铝在固定端和可动端均造成凝结,真空度出不来,因此定期进行打磨。根据磨损情况3至5万次击打后进行更换。
- 对策
- 实施了 Y COAT Type KC 涂层,它的耐凝结性和耐磨损性良好。
- 效果
提高了耐凝结性和耐磨损性
→提高了模具寿命(免维护)- 提高了耐凝结性和耐磨损性,免维护的状态下可实现15万次击打
-
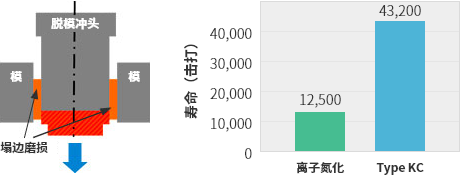
热锻加工中的效果事例
- 项目
改善了热锻加工的产品品质
- 金型名称
- 轴承零部件 脱模冲头
- 加工内容
- 脱模(分离)工序
- 工件材料
- SUJ2
- 模具材质
- SKD61
- 表面处理
- 离子氮化
- 寿命
- 10,000~15,000击打
- 存在的问题
- 刀尖的热塌边造成塌边磨损,冲头侧面上出现产品凝结导致产品不良。
- 对策
- 实施了 Y COAT Type KC 涂层,它的耐凝结性和耐磨损性良好。
- 效果
提高了耐凝结性和耐磨损性
→确保了品质稳定,提高了模具寿命- 提高了耐凝结性和耐磨损性,确保了产品脱模面的品质稳定,模具寿命提高到43000次击打。